

En las industrias alimentaria, farmacéutica y cosmética, la higiene es un requisito fundamental para proteger la calidad del producto y la seguridad del consumidor. Los sistemas CIP —Cleaning In Place o limpieza en sitio— permiten limpiar tuberías, tanques y equipos de proceso sin desmontarlos, mejorando la repetibilidad y reduciendo los tiempos de intervención.
Calentamiento CIP
La eficiencia del proceso depende del equilibrio entre cuatro variables: temperatura, acción mecánica, concentración química y tiempo. Estos elementos conforman el denominado Círculo de Sinner. Cuando uno de ellos disminuye, normalmente debe compensarse ajustando los demás; por ejemplo, una temperatura menor puede requerir un ciclo de limpieza más prolongado.
Dentro de una estación CIP, la solución puede calentarse principalmente de dos maneras: dentro de un tanque de preparación o mediante un intercambiador instalado en la línea de circulación.
- Calentamiento en tanque
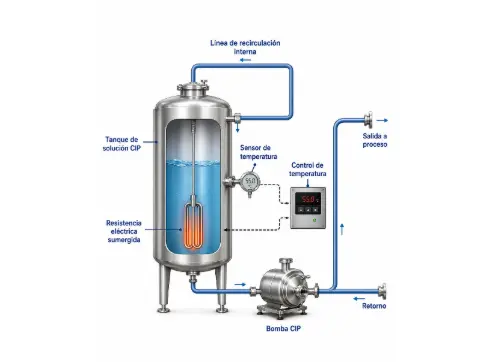
En esta configuración, el agua o la solución química se calienta mientras permanece almacenada en el depósito CIP. El calentamiento puede realizarse mediante resistencias eléctricas, serpentines, camisas térmicas u otros sistemas, dependiendo del diseño de la estación.
Este método es frecuente en equipos móviles y en instalaciones relativamente pequeñas, aunque también puede utilizarse en estaciones fijas. Su principal ventaja es la simplicidad: la solución puede prepararse previamente y mantenerse a la temperatura requerida antes de iniciar el ciclo.
Como referencia, un equipo CIP móvil de INOXPA utiliza un depósito de 300 litros y una resistencia eléctrica de 18,5 kW. Para esta configuración se indica un tiempo aproximado de 70 minutos para elevar la temperatura de 20 °C a 80 °C. El mismo equipo dispone de un caudal de limpieza de 10.000 l/h y está planteado para tanques de hasta 3.000 litros. Estos valores corresponden específicamente a ese modelo y no deben extrapolarse a todos los sistemas CIP.
Ventajas
- Diseño relativamente sencillo.
- Menor complejidad de instrumentación.
- Posibilidad de preparar la solución antes del ciclo.
- Adecuado para sistemas móviles o con pocas operaciones de limpieza.
- Menor inversión inicial en determinadas configuraciones.
Consideraciones
El calentamiento de todo el volumen requiere un periodo de preparación. También pueden producirse pérdidas térmicas durante el almacenamiento y el transporte hacia el equipo que se desea limpiar. Por ello, es importante disponer de aislamiento adecuado, recirculación interna y control de temperatura.
- Calentamiento en línea
En el calentamiento en línea, la solución CIP circula por un intercambiador de calor antes de ingresar al circuito que será limpiado. La energía térmica puede provenir de vapor, agua caliente u otro servicio disponible en la planta.
Las estaciones CIP fijas de referencia incorporan intercambiadores tubulares, válvulas de control de vapor, sondas de temperatura en la impulsión, caudalímetros electromagnéticos, conductivímetros y detectores de flujo en el retorno. Estos instrumentos se integran con el PLC para controlar y registrar las diferentes etapas del proceso.
El conductivímetro permite verificar la concentración de la solución o diferenciar agua, detergente y otras fases del ciclo. El detector de flujo confirma que existe circulación. Para medir una caída de temperatura en el retorno debe instalarse una sonda de temperatura específica en ese punto.
Ventajas
- Control térmico durante la circulación.
- Capacidad de corregir variaciones en la temperatura de impulsión.
- Menor necesidad de mantener grandes volúmenes permanentemente calientes.
- Integración sencilla con recetas automáticas y registros de proceso.
- Conveniente para instalaciones con ciclos frecuentes o diferentes programas de limpieza.
Consideraciones
Este sistema requiere intercambiadores, válvulas modulantes, instrumentación y un sistema de control más avanzado. También necesita que la fuente térmica tenga capacidad suficiente para elevar la temperatura del caudal circulante.
El fluido no alcanza necesariamente la temperatura de consigna de manera instantánea. El tiempo dependerá de la potencia térmica disponible, el caudal, la temperatura inicial, las pérdidas de la instalación y el área de transferencia del intercambiador.
Comparación entre ambos sistemas
| Criterio | Calentamiento en tanque | Calentamiento en línea |
|---|---|---|
| Funcionamiento | Calienta el volumen almacenado | Calienta el fluido durante la circulación |
| Complejidad | Menor | Mayor |
| Inversión inicial | Generalmente menor | Generalmente mayor |
| Control térmico | Depende del tanque y de las pérdidas en tuberías | Mayor capacidad de ajuste en impulsión |
| Preparación anticipada | Sí | Depende de la configuración |
| Automatización | Manual o automática | Habitualmente automática |
| Aplicación habitual | Instalaciones pequeñas, móviles o locales | Instalaciones centrales y ciclos frecuentes |
| Eficiencia energética | Depende del aislamiento y volumen almacenado | Depende del intercambiador y la fuente térmica |
No existe un sistema universalmente más eficiente. La documentación técnica consultada señala que la conveniencia económica puede variar según el número de tanques de detergente y la cantidad de líneas atendidas. En determinadas configuraciones, disponer de un calentador por tanque puede acelerar la preparación; en otras, un intercambiador común en línea puede reducir la infraestructura necesaria.
Automatización y trazabilidad
La automatización permite controlar variables como temperatura, caudal, concentración química y tiempo de contacto. También facilita el almacenamiento de históricos, la repetibilidad de las recetas y la identificación de desviaciones.
Estas capacidades son especialmente importantes cuando el proceso debe ser documentado o validado. Sin embargo, la trazabilidad no depende exclusivamente del método de calentamiento: también puede incorporarse en sistemas con calentamiento en tanque, siempre que dispongan de sensores, PLC y registro de datos.
Importancia de la acción mecánica
La temperatura por sí sola no garantiza una limpieza adecuada. En tuberías y circuitos cerrados, la acción mecánica se genera mediante el caudal y la velocidad de circulación. En tanques, se obtiene mediante bolas de limpieza, cabezales rotativos o dispositivos de impacto correctamente seleccionados y posicionados.
La selección de la bomba debe realizarse según el caudal, la presión, la temperatura, la viscosidad y las condiciones de retorno. En sistemas CIP convencionales se utilizan habitualmente bombas centrífugas sanitarias para la impulsión y bombas autocebantes para el retorno. Las bombas lobulares pueden emplearse en aplicaciones especiales, pero deben seleccionarse según las características reales del fluido y no únicamente por su temperatura máxima admisible.
¿Qué sistema conviene seleccionar?
El calentamiento en tanque puede ser conveniente cuando:
- La frecuencia de limpieza es baja o moderada.
- Se necesita movilidad.
- Existen pocos circuitos.
- Se busca menor complejidad técnica.
- La solución puede prepararse antes del ciclo.
El calentamiento en línea puede resultar más conveniente cuando:
- Se realizan numerosos ciclos diarios.
- Existen diferentes recetas de limpieza.
- Se requiere control automático continuo.
- La planta dispone de vapor o agua caliente.
- Se necesita trazabilidad y repetibilidad.
- Se desea alimentar varias líneas desde una estación central.
La decisión final debe basarse en un balance térmico y económico que considere potencia instalada, energía consumida por ciclo, tiempo para alcanzar la consigna, pérdidas de calor, frecuencia de limpieza, mantenimiento y disponibilidad de los servicios industriales.
Conclusión
El calentamiento en tanque y el calentamiento en línea son soluciones válidas para procesos CIP, pero responden a necesidades operativas diferentes.
El calentamiento en tanque ofrece simplicidad y puede ser apropiado para instalaciones pequeñas, móviles o con pocos ciclos. El calentamiento en línea proporciona mayor capacidad de regulación e integración con sistemas automatizados, por lo que suele resultar favorable en plantas con operaciones frecuentes y requisitos elevados de control.
La selección no debe basarse únicamente en la velocidad de calentamiento. Debe considerar el equilibrio entre temperatura, química, tiempo y acción mecánica, además del consumo energético, la disponibilidad de servicios y el nivel de trazabilidad requerido.